
专注自动化领域15年
您有1条未读询盘信息!
请您登录网站后台查看!

油库装车监控管理系统控制过程
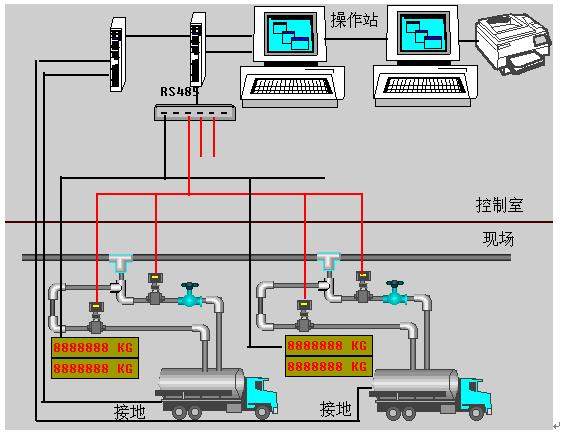
因为该系统的切断阀属于人工控制,所以要求控制室和现场的工作人员通过各自岗位的设备实现整个装车过程。
当预装车的车辆经过控制室时,控制室操作员输入预装车量,现场LED即显示了预计装车液化气数量,车辆进入场内,安装接地夹形成接地报警保护回路,如接地不良即产生接地报警信号,传入控制室,触发声音文件通过播放系统实现现场声音报警。同时,现场LED上的报警灯闪烁,警示现场装车人员。接地良好后,开始装车,控制室采集的流量计的装车入/出口的累积流量,在计算机上进行换算得出LED上显示装车实时数据,当装车量达到预计装车量的90%时,控制室发出报警声音,警示现场装车人员关阀。阀门关闭后,控制室得到**的装车数量,并将**终装车量通过ODBC接口协议传入管理数据库,生成装车管理档案,并打印出装车表单。
 相关案例推荐
相关案例推荐 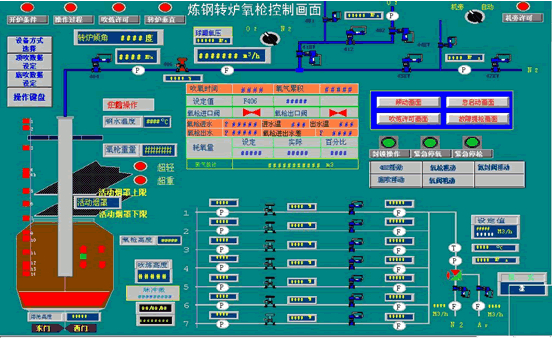
炼钢厂回转炉自动化控制系统解决方案 整个自动化控制系统的配置达到当今国内**水平,电气、仪表、计算机(EIC)控制一体化,具有方便、快捷和友好的人机操作界面(HMI),EIC网络数据通讯一体化,具有高速、大容量和开放的技术性能。


冶金自动化解决方案 1方案概述 冶金企业全流程生产包括矿山开采、原料、焦化、烧结、炼铁、炼钢和轧钢等生产过程。钢铁企业生产过程流程前一阶段即冶炼阶段以化学反应为主,包括焦化、烧结、炼铁、炼钢,其生产过程基本连续,属连续型生产过程。后一阶段即轧制阶段以物理变化为主,轧钢的这些工艺又具有离散型生产企业的某些特征。目前,冶金企业所追求的已不仅仅是某一个生产工序的自动化控制水平,而是企业整体的综合自动化水平,因此需要生产实时信息、自动化技术、综合管理的集成,从而使生产信息真正成为企业资源,同时进一步来完成信息流、物流与资金流的集成,**程度的提高企业的运行效率及过程优化。

项目概述 中国**的钢铁厂之一正在寻找合适的通讯控制单元,在偏远的现场站点实现协议转换和数据处理。这些设备将取代IPC,作为前置通讯处理机,并与后台控制中心的**管理平台相连。 该钢铁厂已经在变电站系统搭建了若干子系统。每个子系统都使用智能电表来优化资源、集中管理、提**率。此外,所有分布在外点现场的智能电表需要接入“CCMS3000**管理系统”进行集中监测和管理。每个35KV/10KV变电站通讯通过网络与后端服务器建立通讯,并进行集中管理和监控。整个系统的目的是为了优化电网的管理和维护成本,提高配电质量和管理,并实时发现、分析、记录和处理问题。

烟气排放连续监测系统是一种对烟气成份(SO2 、NOx、烟尘)及相关烟气参数进行在线自动连续监测的设备。本设备是集光、机、电及计算机技术为一体的高科技产品,采用**环保总局及美国环境保护组织(USEPA)推荐的紫外差分吸收光谱技术,具有在线连续测量、价格低、系统工作可靠、运行维护费用低、安装简便、无需人员监守等优点。


 当前位置:
当前位置:
 行业解决方案
行业解决方案


