
专注自动化领域15年
您有1条未读询盘信息!
请您登录网站后台查看!

炼钢厂回转炉自动化控制系统解决方案
整个自动化控制系统的配置达到当今国内**水平,电气、仪表、计算机(EIC)控制一体化,具有方便、快捷和友好的人机操作界面(HMI),EIC网络数据通讯一体化,具有高速、大容量和开放的技术性能。
1、 基础自动化
转炉基础自动化系统是实现转炉系统控制的基础,该系统主要包括HMI操作站、PLC、仪表、变频器和现场控制箱等。各个组成部分通过工业以太环网和DeviceNet网连接,实现对转炉系统的控制功能。
1、1 控制系统结构及其特点
控制站选用施奈德Quantum PLC系列,CPU选用140CPU系列中高性能的53414CPU,远程站采用当前**的现场总线产品(CRP系列模块),编程软件使用施奈德 Concept2.6。数据通讯网络以德国赫斯曼工业型光纤交换机MICE系列为核心构成100M高速光纤环网,各控制PLC通过NOE以太网络通讯模块和屏蔽5类双绞线连接到工业以太环网上,各站远程操作箱,操作台以及氧枪、倾动、投料变频器则通过DeviceNet网连接到其主PLC站上,操作站采用西门子工业计算机配Win2000+SP3操作系统,HMI监控软件采用施耐德Monitor Pro 7.2,通过以太网卡、双绞线与工业以太网相接。系统具有以下特点:
(1) 电气、仪表和计算机系统采用网络连接,实现EIC三电一体化。
(2) 电气和仪表采用相同的控制设备,编程及控制统一,且在同一网络上,通讯方便,减少了通讯硬件接口,合理分担控制功能;电气和仪表采用相同的操作站,操作简化且统一,有利于稳定生产。
(3) 远程站
现场操作箱、操作台等远程站采用工业现场总线产品,极大地减少了设计工作量、电缆施工量等,各箱体通过DeviceNet网连接,提高了系统的可靠性和维护方便性。
1、2 网络系统及其特点
转炉自动化系统中的数据通讯网络是以德国赫斯曼工业型光纤交换机MICE系列为核心构成的100M高速光纤环网。
赫斯曼MICE系列交换机采用灵活的构网方式,无论在控制柜或分散的现场操作箱内都可以结合各种功能达到特殊的要求。它采用无风扇散热方式,可以冗余供电,支持HIPER—Ring,达到了很高的可靠运行等级。模块化结构是MICE的突出特点之一,它有一个交换机和若干个通讯介质模块组成,交换机包含除了网络接口以外的所有工业交换机的功能,而介质通讯模块提供了网络的接口功能。这一切可使你按照要求选用设备,避免了资金浪费,模块化结构也为用户的投资提供了保障。另外MICE网络交换机提供多种方法管理网络系统:a、通过V.24串行口连接进入MICE提供的用户界面;b、在网络上的任意位置通过Web浏览器访问MICE上提供的用户友好界面;c、集中的使用SNMP管理软件,如HiVision软件,访问MICE上的SNMP代理机构。
1、3 控制方式及特点
转炉PLC系统共有15套,按每转炉、公用系统分开的原则设置,以**一座转炉检修或故障情况下不影响其他转炉正常运行。
单体设备的基本运转分为自动、手动两种方式,操作场所分为**、现场两种选择。系统的运转分为计算机、自动、手动三种方式,操作场所固定于**。在“计算机”方式下PLC接受L2级计算机模型数据并进行实时控制,包括氧气流量、底吹气体种类及流量、氧枪高度、副原料种类及重量;在“自动”方式下,PLC根据内部保存的初设计划模式自动进行炼钢;在“手动”方式下,PLC根据人工设定数据控制炼钢生产。
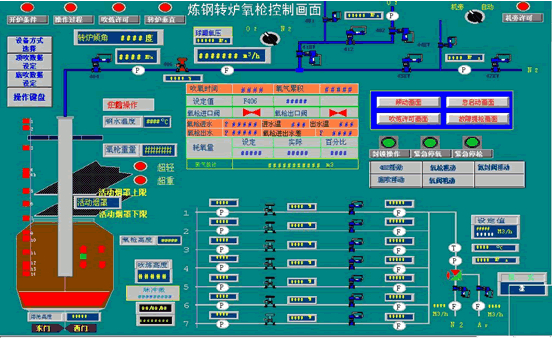
根据转炉炼钢的生产工艺特点,**控制室操作站CRT的数量每炉配置3台。在正常操作时,3台CRT分担的监控内容有所区别,但在异常情况下可以互为备用,甚至用一台CRT也可以完成吹炼作业。主要监控内容有顶底复吹、氧枪倾动、副原料和铁合金投料、气化冷却烟气净化、一次除尘、二次除尘等。在系统上料操作室、风机房操作室和二次除尘操作室分别设立操作站,监视各自的设备。为安全起见,防止误操作,各转炉操作站设计成专用形式,即本炉操作站只能操作本炉设备,不能控制其他转炉设备,但公用设备除副原料上料系统外在各炉均可操作。
设备的运转操作及监视基本上通过主控室的操作站画面完成,为了生产的安全性和方便性,设置了硬件操作台,上面设有必要的操作开关、操作按钮、数据显示及关键设备的紧急停止按钮等。
PLC软件的开发采用了模块化的方式,在编程前规划好PLC的内存和数据块,划分站间通讯数据区及HMI显示数据区;不同类型的程序采用不同的组织块调用,吹炼时钟、流量累加、PID调节采用定周期调用;根据工艺特点,采用多种编程逻辑、如对过程级数据处理采用语句表编程,对底吹控制采用顺序功能图编程等;对操作数据进行安全处理,如对设定数据的合理性检验、变化速率的约束等。
在控制功能上,实现了“计算机”方式下的全程自动化炼钢,该系统具有以下主要功能和特点:
(1) 副原料、铁合金上料的优先顺位控制。根据“料仓组合设定表”中规定的优先顺序输送,而不是根据料空的顺序输送,以满足转炉工艺的控制要求。
(2) 炉顶料仓的在库量管理。根据炉顶料位计、料位开关和上料皮带秤信号计算炉顶料仓的在库量,并对落差量进行实时修正。
(3) 吹炼的状态迁移控制。根据吹炼计划表和现场设备状态控制氧气流量、底吹气体种类和流量、氧枪枪位、副枪测量、副原料种类和投入量。
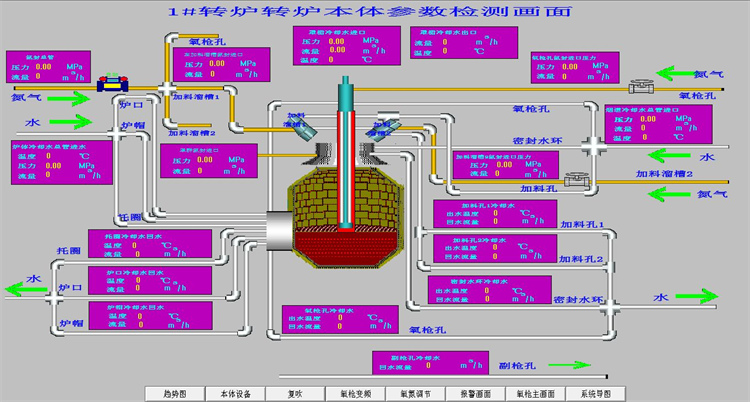
(4) 汽包水位的自动控制。根据吹炼时期对锅炉汽包水位实行三冲量或单冲量调节。
(5) 氧枪和倾动系统采用交流传动控制,配置紧急后备电源。在紧急情况下,**设备的安全性。
(6) 副枪系统也采用交流传动控制,配置紧急后备电源,数据处理采用DIRC-5计算机系统,具有测量、定碳、定氧,可使用TSO定氧探头进行液面的测量计算。

2、电气传动控制
炼钢系统是钢铁厂的中心环节,转炉倾动、氧枪升降电气传动设备的控制有为重要,它与吹氧系统有着**直接的联系,电气设备的控制速度与定位精度直接影响到冶炼周期和吹氧效率,因此如何控制转炉倾动设备以及如何自动快速**地进行氧枪、副枪位置控制成为提高钢产量及质量的关键。
2、1转炉倾动装置电气传动及控制方式
电气传动一般可采用公共支流母线和单独一对一传动两种形式,而采用单独一对一传动形式从调速性和可靠性等方面均具有优越性。济钢三炼钢1、2、3#转炉采用的是单独一对一传动控制方式,变频器选用西门子SIMOVERT MASTERDRIVERS 6SE70系列三相交流矢量控制变频器。该装置的控制功能有:带编码器的矢量控制应用于需要高度**转矩和动态响应;无编码器的矢量控制在水泵、风机的简单应用和U/f控制。
4台转炉倾动电机同轴刚性连接,如果4台电机的输出转矩不平衡,缩短电机使用寿命。因此必须解决4台电机负荷平衡问题。采用一对一传动方式,可在传动装置上设置“主-从”方式,确定主传动装置,通过脉冲编码器引入速度反馈信号,设置公用的调速调节器,将主传动的电流调节器的输入信号同时输出到三台从装置的电流调节器中,由于电流调节器的输入信号是相同的,其输出也相同,故4台电动机可**在等同的负荷下运行,从而**了运转设备的平稳性和负荷均衡性。
4台变频器与主PLC之间通过DeviceNet网连接,每台变频器通过网络接受控制指令和速度给定,并将设备的运行状态传送给主PLC;4台变频器通过SIMOLINK光纤网连接成一个环形结构,实现“一主三从”的控制思想,完成主/从设备之间的数据通讯。

2、2氧枪的电气传动及其自动控制
2、2、1电气传动
每组转炉设备有2套氧枪升降机构(A枪和B枪),配备2套变频控制柜(A枪控制柜和B枪控制柜)和一套制动控制柜,一套作为工作枪,另一套作为备用枪。变频器选用SIMOVERT MASTERDRIVERS 6SE70系列三相交流矢量控制变频器。
传统的设计是“对应”控制方式,即A枪变频器控制A枪电机,B枪变频器控制B枪电机。1、2、3#转炉自动控制系统中,两套氧枪装置增加了“交换”控制方式,即:当选择开关置于“对应”控制时,还是A枪变频器控制A枪电机,B枪变频器控制B枪电机;而当选择开关置于“交换”控制时,在不进行台车交换情况下,就可完成A枪变频器控制B枪电机,而B枪变频器控制A枪电机。
氧枪“交换”控制技术是一种全新的控制技术。正常生产中,两只氧枪的变频器、升降电机可以做到互为备用。其鲜明的特点有:机械故障时,在台车不移动的情况下,可以通过电气快速切换氧枪;电气故障时,在不更换变频器、台车不移动的情况下,可以快速实现氧枪的正常控制。
另外,在氧枪制动控制上,**了氧枪电机的抱闸控制,实现了变频器合/分闸、PLC程序输出、变频器本身输出三点连锁控制抱闸,使制动控制技术更加**,系统更加安全、稳定及可靠。主要特点有:当变频器因故跳闸后,制动输出自动实现抱闸,**了设备的安全;当PLC故障时,无论变频器工作在什么状态,制动输出都处于抱闸状态,****设备不失控,提高了控制系统的可靠性和安全性。正常生产过程中,因变频器内部或外部线路原因造成了变频器不能正常工作和控制输出,可通过PLC输出完成电机的抱闸,**了系统、设备的安全、可靠与稳定。
2、2、2氧枪的自动控制
氧气顶吹转炉的自动控制中,氧枪高度的正确与否是一个相当重要的环节。采用**的吹氧自动控制枪位技术对氧枪的吹炼点进行控制,可使氧枪准确的停止在工艺操作要求的位置上,其定位的精度相当高,从而更好的**了炼钢过程计算机控制,实现了自动化。副枪作为另一种重要设备,在氧枪下枪吹炼前测量液面高度,在吹炼周期中测温取样,其同样对速度、位置控制有严格的要求。他们的高度位置控制基本是相同的,下面以氧枪为例,着重列举其控制特点。
(1)位置控制
氧枪上下移动的距离通过与电动转筒同轴旋转的两个**编码器来计测,即把垂直的位置量转化为数字量。正常生产中,以其中的一个为主,另一个**编码器与之比较作为校准信号,偏差超出设定范围时发出报警,过大时急停。
氧枪在多次上下移动过程中会产生突发性数字无差级编码器数值换算时的累积误差,如不加以修正则会发生氧枪检测位置与实际位置的偏差。为解决这一难题,可在氧枪的换枪位设置校正点。动作周期大体如下:预先将枪位的高度实际值存入主PLC内存中;氧枪每次换枪提到换枪位时该信号读入PLC中,使此时氧枪实际高度检测记忆值强制性修改。
(2)自动快速定位控制
现代化的转炉炼钢氧枪在吹氧过程中是根据吹氧量的不同而自动调整枪位的。吹炼过程中氧枪调整枪位的速度将直接影响到冶炼周期和钢的质量,因此希望氧枪能以**快的速度准确停止在指定位置。
为了解决这一问题,控制时可采用位置闭环系统,将氧枪设定位置与实际位置的偏差值作为控制信号,并将其转化为一个控制传动装置的速度指令。为缩短氧枪上升与下降时间,在设定值与实际偏差较大时,以较大速度运行,当设定值与实际偏差越来越小达到设定范围时,控制速度给定按照预先设定的函数曲线减小,**终使氧枪准确停止在所要求的位置上。
3、结束语
通过对国外炼钢厂自动化技术的消化移植,结合炼钢厂当前的具体情况及工艺要求,采用当代**的技术设备而开发的1、2、3#转炉自动控制系统使炼钢厂转炉的自动控制和生产管理水平跃上了一个新的台阶,满足了今后生产和新技术开发、生产管理和信息管理的需要。

 相关案例推荐
相关案例推荐
炼钢厂回转炉自动化控制系统解决方案 整个自动化控制系统的配置达到当今国内**水平,电气、仪表、计算机(EIC)控制一体化,具有方便、快捷和友好的人机操作界面(HMI),EIC网络数据通讯一体化,具有高速、大容量和开放的技术性能。


冶金自动化解决方案 1方案概述 冶金企业全流程生产包括矿山开采、原料、焦化、烧结、炼铁、炼钢和轧钢等生产过程。钢铁企业生产过程流程前一阶段即冶炼阶段以化学反应为主,包括焦化、烧结、炼铁、炼钢,其生产过程基本连续,属连续型生产过程。后一阶段即轧制阶段以物理变化为主,轧钢的这些工艺又具有离散型生产企业的某些特征。目前,冶金企业所追求的已不仅仅是某一个生产工序的自动化控制水平,而是企业整体的综合自动化水平,因此需要生产实时信息、自动化技术、综合管理的集成,从而使生产信息真正成为企业资源,同时进一步来完成信息流、物流与资金流的集成,**程度的提高企业的运行效率及过程优化。

项目概述 中国**的钢铁厂之一正在寻找合适的通讯控制单元,在偏远的现场站点实现协议转换和数据处理。这些设备将取代IPC,作为前置通讯处理机,并与后台控制中心的**管理平台相连。 该钢铁厂已经在变电站系统搭建了若干子系统。每个子系统都使用智能电表来优化资源、集中管理、提**率。此外,所有分布在外点现场的智能电表需要接入“CCMS3000**管理系统”进行集中监测和管理。每个35KV/10KV变电站通讯通过网络与后端服务器建立通讯,并进行集中管理和监控。整个系统的目的是为了优化电网的管理和维护成本,提高配电质量和管理,并实时发现、分析、记录和处理问题。

烟气排放连续监测系统是一种对烟气成份(SO2 、NOx、烟尘)及相关烟气参数进行在线自动连续监测的设备。本设备是集光、机、电及计算机技术为一体的高科技产品,采用**环保总局及美国环境保护组织(USEPA)推荐的紫外差分吸收光谱技术,具有在线连续测量、价格低、系统工作可靠、运行维护费用低、安装简便、无需人员监守等优点。


 当前位置:
当前位置:
 行业解决方案
行业解决方案


